Menu
Skip to content
Home
Blog
Full Width Gallery
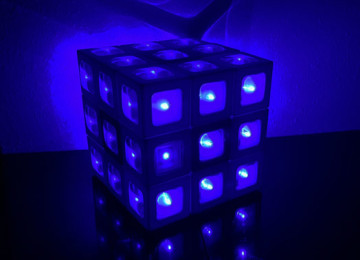
The Bit Box – An Electronic Twisty Puzzle
Chopasaurus Jr. – 6/2014
Radiolarian 1.5 – The Radio Cannon – 5/2014
Dave’s Diamond – Unsuccessful V2 – 4/2014
Helicopter + 3x3x3 – 4/2014
The Brachio Star – 4/2014
The Heritombo Cube – 3/2014
The Copper Orb – 1/2014
Little Chop V2 – Successful Skirting Rails Mechanism – 11/2013
Radiolarian 11 – The Radio Star – 11/2013
The Golden Orb – 10/2013
Little Chop V1 – Unsuccessful Skirting Rails Mechanism – 10/2013
Radiolarian 15 – The Radio Chop – Skirting Rails Mechanism – 10/2013
Silver Orb – 7/2013
Radiolarian 14 – The Radio Fathom – 5/2013
Radiolarian 13 – The Radio Gem – 5/2013
Radiolarian 12 – The Radio Nebula – 3/2013
Radiolarian 10 – Radio Nova – 1/2013
Radiolarian 9 – The Radio Crystal – 12/2012
Radiolarian 8 – Radio Jam – 12/2012
Big Chop – Unsuccessful Stochastic Rails Experiment – 11/2012
Radiolarian 7 – Radio Jewel – 11/2012
Radiolarian 6 – Radio Web – 10/2012
Radiolarian 5 – Cat’s Cradle – 10/2012
Radiolarian 4 – 10/2012
Rhombicultimate – 10/2012
Bronto Star – 9/2012
Sphereultimate – 8/2012
Cubeultimate – 7/2012
AntiCube by Oskar and Jason – 10/2010
Illegal Cube by Oskar and Jason – 7/2010
Adam Cowan’s Helicopter Cube Mass Production – 4/2010
Pico Cube 9mm – Briefly the World’s Smallest Rubik’s Cube – 4/1/2010
Radiolarian 3 – 3/2010
The Icosamate – 2/2010
Pentultimate Version 3 – Skirting Rails Mechanism – 2/2010
The Compy Cube – 1/2010
Radiolarian 2 – 1/2010
Radiolarian 1, Cornered – 1/2010
Pentultimate Version 2 – Skirting Rails Prototype – 12/2009
Radiolarian 1 – 12/2009
Oskar’s Tri-Gears – 9/2009
Adam Cowan’s Gigaminx – 7/2009
Andrew Cormier Petaminx – 2/2009
Adam Cowan’s Ghost Cube – 1/2009
Adam Cowan Cubic 3x3x5 – 08/2008
Adam Cowan Star Puck – 08/2008
PicoCube 10mm – Briefly the World’s Smallest Rubik’s Cube – 7/2008
Pentultimate – Knucklehead Version – 3/2008
Tetrex – A 3D Rubik’s Magic Inspired Puzzle – 9/2007
Search for:
Recent Posts
The Bit Box – An Electronic Twisty Puzzle
Chopasaurus Jr. – 6/2014
Radiolarian 1.5 – The Radio Cannon – 5/2014
Dave’s Diamond – Unsuccessful V2 – 4/2014
Helicopter + 3x3x3 – 4/2014
Recent Comments
beatboxio@gmail.com
on
Little Chop V1 – Unsuccessful Skirting Rails Mechanism – 10/2013
derek bosch
on
Little Chop V1 – Unsuccessful Skirting Rails Mechanism – 10/2013
Archives
February 2016
June 2014
May 2014
April 2014
March 2014
January 2014
November 2013
October 2013
July 2013
May 2013
March 2013
January 2013
December 2012
November 2012
October 2012
September 2012
August 2012
July 2012
October 2010
July 2010
April 2010
March 2010
February 2010
January 2010
December 2009
August 2009
July 2009
February 2009
January 2009
August 2008
July 2008
March 2008
September 2007
Categories
Designs by Jason Smith
Designs by Jason Smith and Others
Designs by Others, Built by Jason Smith
Meta
Log in
Entries feed
Comments feed
WordPress.org